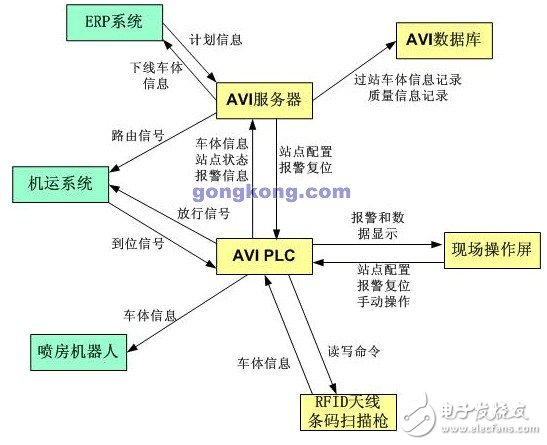
Competition in the automotive industry is becoming increasingly fierce. How to improve JPH, improve product quality, rationally arrange production plans, reduce inventory, and optimize material management models has become the most concerned topics in the automotive industry. Only by properly handling the relationship between quality, planning, and materials in the production process, can we increase production and increase sales, so as to remain invincible in the market. The AVI system, as a manufacturing execution system that connects the upper MIS and the on-site FCS, can help automobile manufacturers solve these problems. Therefore, in today's automobile industry, major automobile manufacturers have listed the AVI system as a key production system, and more manufacturers are seeking reasonable AVI system solutions to improve their automation level and market competitiveness. The full name of the AVI system is Automatic Vehicle IdenTIficaTIon System, which is the automatic vehicle identification and tracking system. The AVI system is used in various production lines of automobiles, which can collect and monitor different production data and related quality information in real time, and can obtain the order information and production plan of the whole factory through the data interface with the upper MIS system and ERP system. , Combined with its own car body tracking information, carry out reasonable production scheduling. At the same time, the AVI system can also transmit relevant information to material management, quality assurance and other departments, which plays a very important role in material supply, sales service, quality monitoring, and lifetime quality tracking of the entire vehicle. In the paint shop, the chain information generated with the AVI system usually includes the following systems: ? Information systems such as MIS or ERP ? Machine transportation system ? Paint booth robot system ? Other systems that require vehicle tracking information The AVI system of the paint shop usually includes the following functions: Real-time vehicle body information tracking: Through the real-time dynamic picture, the user can easily grasp the passing situation of the entire workshop, understand the production status of the current order, and quickly find which process section a certain vehicle is currently in, which can help relevant personnel Know the specific location of some special order vehicles, test vehicles or vehicles with serious quality defects in time to facilitate special handling. Quality information input and query function: provide on-site operation station for personnel in the quality inspection section to input quality information for the vehicle. This information will be automatically stored in the AVI database for quality report generation. At the same time, it can also be conveniently inquired in the workshop on the real-time screen The quality of each car body. On the one hand, this function allows quality management personnel to easily analyze frequently occurring quality problems so as to update related processes. On the other hand, it allows personnel in repair and point repair sections to quickly understand the reasons for vehicle repairs, prescribe the right medicine, and It can also provide initial data for lifetime quality tracking of vehicles. Routing function: At the lanes and storage areas of some machine transportation chains in the workshop, the AVI system can automatically calculate the lanes that the current vehicle should choose, and send it to the machine transportation system. This function can realize functions such as automatic batch grouping of vehicles in the storage area, and greatly improve the work efficiency of the process section after the storage area. It is particularly important in some mixed-line production workshops. In addition, it has greatly improved the automation level of the workshop, saving a lot of labor costs for the enterprise. Provide information for other systems: The AVI system can provide the car body information and quality information they need for other systems in the workshop or even the whole plant. The broadcast function of the following line area can provide a basis for the material pulling of the assembly workshop and reduce the line stop rate of the assembly; the car body information provided for the spray booth robot can enable the robot to realize automatic spraying without manual intervention, which improves the level of automation and increases accuracy. Report function: The automatic output of diversified reports can help system users understand the production status of each model at each time period. With the help of relevant analysis curves, users can easily understand the bottleneck sections in the production process, and adjust for personnel, etc. Provide evidence. In view of the various benefits that the AVI system brings to the automobile manufacturing industry, various domestic automobile manufacturers are successively seeking AVI system solutions that meet their own production conditions. Rockwell Automation, as the world's leading supplier of production solutions, has provided reasonable AVI system solutions for many domestic automobile manufacturers. The following will be analyzed with the help of a case of one of the paint shops. The AVI system adopts a typical high-profile AVI system architecture. The system mainly includes two redundant structure servers, several sets of PLC controllers, several on-site touch screens, and more than 30 AVI reading and writing stations distributed in each process section of the workshop. The system hardware architecture is as follows: The system uses a two-tier network structure of ETHERNET+DEVICENET. The upper layer of PLC uses ETHERNET connection, including system server, system database, operation station, etc.; the lower layer of PLC uses DEVICENET connection, including RFID antenna, BARCODE scanning gun and distributed IO. In the system, Rockwell Automation's RSVIEW SE configuration software runs on the AVI server, which not only provides real-time monitoring screens for relevant personnel to understand the passing conditions of the entire workshop in time, but also responsible for routing logic calculations and data exchange with the system database Wait. In addition, RSVIEW SE also provides redundancy and client functions. Competition in the automotive industry is becoming increasingly fierce. How to improve JPH, improve product quality, rationally arrange production plans, reduce inventory, and optimize material management models has become the most concerned topics in the automotive industry. Only by properly handling the relationship between quality, planning, and materials in the production process, can we increase production and increase sales, so as to remain invincible in the market. The AVI system, as a manufacturing execution system that connects the upper MIS and the on-site FCS, can help automobile manufacturers solve these problems. Therefore, in today's automobile industry, major automobile manufacturers have listed the AVI system as a key production system, and more manufacturers are seeking reasonable AVI system solutions to improve their automation level and market competitiveness. The full name of the AVI system is AutomaTIc Vehicle IdenTIfication System, which is the automatic vehicle identification and tracking system. The AVI system is used in various production lines of automobiles, which can collect and monitor different production data and related quality information in real time, and can obtain the order information and production plan of the whole factory through the data interface with the upper MIS system and ERP system. , Combined with its own car body tracking information, carry out reasonable production scheduling. At the same time, the AVI system can also transmit relevant information to material management, quality assurance and other departments, which plays a very important role in material supply, sales service, quality monitoring, and lifetime quality tracking of the entire vehicle. In the paint shop, the chain information generated with the AVI system usually includes the following systems: ? Information systems such as MIS or ERP ? Machine transportation system ? Paint booth robot system ? Other systems that require vehicle tracking information The AVI system of the paint shop usually includes the following functions: Real-time vehicle body information tracking: Through the real-time dynamic picture, the user can easily grasp the passing situation of the entire workshop, understand the production status of the current order, and quickly find which process section a certain vehicle is currently in, which can help relevant personnel Know the specific location of some special order vehicles, test vehicles or vehicles with serious quality defects in time to facilitate special handling. Quality information input and query function: provide on-site operation station for personnel in the quality inspection section to input quality information for the vehicle. This information will be automatically stored in the AVI database for quality report generation. At the same time, it can also be conveniently inquired in the workshop on the real-time screen The quality of each car body. On the one hand, this function allows quality management personnel to easily analyze frequently occurring quality problems so as to update related processes. On the other hand, it allows personnel in repair and point repair sections to quickly understand the reasons for vehicle repairs, prescribe the right medicine, and It can also provide initial data for lifetime quality tracking of vehicles. Routing function: At the lanes and storage areas of some machine transportation chains in the workshop, the AVI system can automatically calculate the lanes that the current vehicle should choose, and send it to the machine transportation system. This function can realize functions such as automatic batch grouping of vehicles in the storage area, and greatly improve the work efficiency of the process section after the storage area. It is particularly important in some mixed-line production workshops. In addition, it has greatly improved the automation level of the workshop, saving a lot of labor costs for the enterprise. Provide information for other systems: The AVI system can provide the car body information and quality information they need for other systems in the workshop or even the whole plant. The broadcast function of the following line area can provide a basis for the material pulling of the assembly workshop and reduce the line stop rate of the assembly; the car body information provided for the spray booth robot can enable the robot to realize automatic spraying without manual intervention, which improves the level of automation and increases accuracy. Report function: The automatic output of diversified reports can help system users understand the production status of each model at each time period. With the help of relevant analysis curves, users can easily understand the bottleneck sections in the production process, and adjust for personnel, etc. Provide evidence. In view of the various benefits that the AVI system brings to the automobile manufacturing industry, various domestic automobile manufacturers are successively seeking AVI system solutions that meet their own production conditions. Rockwell Automation, as the world's leading supplier of production solutions, has provided reasonable AVI system solutions for many domestic automobile manufacturers. The following will be analyzed with the help of a case of one of the paint shops. The AVI system adopts a typical high-profile AVI system architecture. The system mainly includes two redundant structure servers, several sets of PLC controllers, several on-site touch screens, and more than 30 AVI reading and writing stations distributed in each process section of the workshop. The system hardware architecture is as follows: The system uses a two-tier network structure of ETHERNET+DEVICENET. The upper layer of PLC uses ETHERNET connection, including system server, system database, operation station, etc.; the lower layer of PLC uses DEVICENET connection, including RFID antenna, BARCODE scanning gun and distributed IO. In the system, Rockwell Automation's RSVIEW SE configuration software runs on the AVI server, which not only provides real-time monitoring screens for relevant personnel to understand the passing conditions of the entire workshop in time, but also responsible for routing logic calculations and data exchange with the system database Wait. In addition, RSVIEW SE also provides redundancy and client functions. In this system, PLC uses Rockwell Automation's AB brand CONTROLLOGIX. The CONTROLLOGIX system PLC belongs to Rockwell Automation’s LOGIX5000 platform. This platform provides a single integrated control architecture, a general control engine and software programming environment, and communication support across multiple hardware platforms. It is used in the domestic automotive industry. Wide range of applications. The AVI system mainly relies on the code carrier (as shown in the figure) installed on the car body skid and the RFID antenna fixed on the rolling bed at the key position of the workshop to identify and track the car body. Each RFID antenna is called an AVI site, which is responsible for reading and writing the code carrier, and transmits the read information to the PLC through DEVICENET. For key AVI stations, an on-site operation screen is usually set to facilitate troubleshooting and troubleshooting. Some special operations. Each of the 300 sliding skis in the paint shop is equipped with a code carrier, which records the information of the car body carried on the sliding ski, including the color of the car body to be painted, the car model, and the quality problems that have occurred. Car body batch number and car body serial number, etc. The car body information is written into the code carrier at the line of the paint shop, that is, the first AVI station, and is not cleared until the line exit of the workshop or after the skid is changed. The information written into the code carrier will be used as the car body information of this car, which will be identified and tracked as the car body passes through the entire workshop. Whenever the car body passes a certain AVI station, the machine transportation system will stop the operation of the machine transportation chain and send the car body in-position signal to the AVI system. After the AVI system receives the signal in place, it starts to trigger the RFID antenna to read and write the code carrier, and send the information to the PLC. The PLC will send the information to the server for real-time screen display on the server and send the information to database. After the read and write operations are completed, the AVI system will send the vehicle body release signal to the machine transport system. At some AVI stations that need to be routed, the AVI system will also send routing information to the machine transport through the AVI server. After the machine transportation system receives the release signal and routing signal, it will release the vehicle. The data flow of the AVI system is shown in the figure below: The main internal data flow: Server-PLC The server screen is the interface for the operator to interact with the AVI system. It is used to display the current position and detailed information of each car body in the workshop in real time, all of which come from the PLC. Server-database The server will store the car body information and quality information received from the PLC in the database for future reports. PLC-site operation screen The on-site operation screen is used to set the parameters of each AVI site or perform some special operations. In addition, PLC alarms and network node failures will be displayed on the operation screen so that relevant personnel can handle the failure in time. Main external data flow AVI-Information System The car body information written on the AVI site of the painting line port comes from the plan information issued by the information system. In addition, the AVI system sends the information of off-line vehicles to the information system at the AVI site of the coating off-line port to facilitate the preparation of final assembly materials. AVI-Machine System The machine transportation system is the main interface system of the AVI system, which provides accurate vehicle body position signals for AVI. At some routing points in the workshop, the AVI system server will calculate the routing information of the current vehicle based on the set routing rules and script calculations, and send it to the machine, and the machine will choose the correct route based on the information to realize the machine. Automatic operation of the chain. AVI-spray booth robot At the AVI site at the entrance of the spray booth, the AVI system can provide the spray booth robot system with the body information of the vehicle currently entering the spray booth so that the robot can automatically select the correct paint color and spray method. In the paint shop of a modern automobile factory, the AVI system is already one of the most commonly used automation systems. Coating AVI system can help automakers reduce manpower, strengthen quality management, improve the level of automation in the workshop, and provide a basis for the life-long quality traceability of vehicles. Therefore, choosing a suitable AVI system solution to improve its own market competitiveness is already an issue that every automobile manufacturer should consider. Longkou Libo Insulating Material Co.,Ltd. , https://www.sdliboinsulation.com