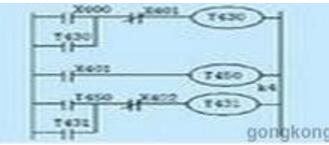
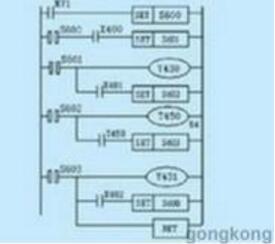
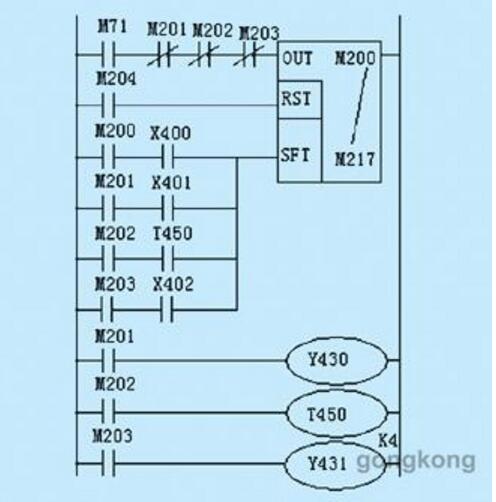
Sequential control means that the various actuators operate automatically and in an orderly manner in accordance with the pre-defined sequence of the production process. They are widely used in industrial production and daily life, such as the movement control of the transfer robot, the control of the packaging production line, and the traffic lights. Control etc. Sequential control has three elements: transfer conditions, transfer goals and tasks, in accordance with the sequence control system to achieve the characteristics of sequential control, the sequence control can be divided into time sequence control, logical sequence control and conditional sequence control three categories. 1, relay sequence control system In the sequential control system composed of relays, all operations and logic relations are completed by hardware, ie, the normally open and normally closed contacts of the relay, delay disconnect, time delay close contacts, contactors, switches and other components Complete the logic functions required by the system. In the relay control system, limited by the life and reliability of the relay's mechanical contact points, such systems have poor reliability, short service life, and inconvenient logic changes, but are used in some old-fashioned or simple control systems. 2, hardware logic circuit sequence control system Sequence controllers that appeared in the 1970s were mainly composed of discrete components and small- and medium-scale integrated circuits. Since semiconductor elements such as transistors and thyristors were used instead of relays to form non-contact sequential logic control circuits, the logic control system improved reliability and reliability. Lifetime, but still has the disadvantage of inconvenient logic changes, and it is currently used less frequently. 3, PLC sequential control system Since the 1970s, programmable controllers have appeared and have been widely used. PLCs have replaced mechanical switches and electronic switches with memories, replaced the state of light with the memory values, and improved the reliability of switches. The service life, and the storage value of the memory can be used indefinitely, so long as the control program is changed, the logic can be changed. 4, computer sequential control system The emergence of computers, especially digital computers, combined with industrial controls has formed different kinds of computer control systems. The computer sequential control system can realize the logic control function, which is usually used in a distributed control system and is suitable for a large-scale and logically complex system. Programmable controller plc external wiring is simple and convenient, its control is mainly the design of the program, the preparation of ladder diagram is the most commonly used programming method, the use of general experience design method, logic design method, relay control circuit transplantation method and sequential control design The method, in which the sequential control design method is also called the function table diagram design method, is a graph used to describe the functions and characteristics of the control process of the control system. It is mainly composed of steps, transitions, transition conditions, arrow lines and actions. composition. This is an advanced design method that can save 60% to 90% of design time for complex systems. In 1986, China issued a national standard for functional charts (gb6988.6-86). With the function chart, the ladder diagram can be programmed in four ways. They are: the start-stop programming method, the step ladder instruction programming method, the shift register programming method, and the set-reset programming method. This article takes Mitsubishi's f1 series plc as an example to illustrate the four programming methods that implement sequential control. For example, the process of controlling the drilling of a plc-controlled rotary table is: when the rotary table does not turn and the bit rotates, if the sensor x400 detects that the workpiece is in place, the bit goes down y430 and drills to a certain depth. When the switch x401 is approached, the timer t450 counts time. After 4 seconds, the y431 returns to the upper proximity switch x402 and returns to its original position. The function chart is shown in Figure 1: Use the programming method of stopping the circuit The start and stop circuit uses only the instructions related to contacts and coils, and no intermediate components are required for programming components. The instruction systems of various models of plc have relevant instructions, and the circuit uses self-maintaining to have a memory function, and it has traditional The relay control circuit is basically similar, so it has been widely used. This kind of programming method has strong versatility and easy programming. It is generally used in the plc transformation of the original relay control system. Fig. 2 is a ladder diagram corresponding to the sequential function diagram of Fig. 1 which is programmed by using a safety stop circuit programming method. Fig. 2 is composed of normally open contacts, normally closed contacts and output coils. Programming using step ladder instructions The step ladder instruction is an instruction specially provided for the sequence control design. Its step can only be represented by the status register s. The status register has the power-off maintaining function. When the sequence control program is prepared, it should be used together with the stepping instruction, and the status is The register must be set with the set instruction set, so that it has a control function. The status register s can provide the stl contact, otherwise the status register s is the same as the general intermediate relay m. Different stepping segments in the step ladder diagram allow dual outputs, ie, allowing the output of a load with a heavy number. At the end of the stepping contact, the ret instruction is used to make the following program return to the original bus. The 0-3 in Fig. 1 is replaced with the status register s600-s603, instead of being programmed using a step ladder instruction, the corresponding ladder diagram is shown in Fig. 3. This kind of programming method is easy to be accepted and mastered by beginners. For experienced engineers, it will also improve the design efficiency. It is easy to debug, modify, and read the program. It is easy to use and the program is shorter. It should be used in the design of sequential control. Priority is given to the fact that this method is more widely used in industrial automation control. Programming using shift registers It can be seen from the function chart that only one step of each step of 0-3 is turned on at a certain moment and the other steps are disconnected, and each step is replaced with an intermediate relay M200-M203, which is easy to realize with a shift register. control. Figure 4 is a ladder diagram when programming with a shift register. The first four bits M200-M203 of the shift register M200-M217 represent 4 steps, and form a ring shift register. The shift register is mainly used to process data, shift, and reset 3 input signals. The ladder diagram designed by this method looks simple and has fewer instructions, but it is inconvenient for the design of more complex control systems. The online modification ability during use is poor, and it is less used in industrial control. Most applications are in the lantern sequence. Control circuit. Programming using the set reset instruction FIG. 5 is a ladder diagram corresponding to the sequential function diagram of FIG. 1 which is programmed using a set reset programming method. In the programming method of resetting the reset instruction, using a certain conversion of the normally open contacts of all the auxiliary relays corresponding to the previous step is connected in series with the switching corresponding contacts or circuits, so as to set the auxiliary relay corresponding to all subsequent steps. The conditions for resetting the auxiliary relays corresponding to all previous steps. For simple sequential control systems, output relays can also be set or reset directly. The method has a clear sequence conversion relationship, easy to understand programming, and is generally used for programming of a manual control program in an automatic control system.
Android is an open source mobile operating system based on Linux platform released by Google at the end of 2007, and then improved for use in netbooks and MIDs. The platform consists of operating system, user interface and application software, and is claimed to be the first truly open and complete mobile software for mobile terminals.
To put it simply, the Android system is actually a very open system. It can not only realize the functions of the most commonly used notebook computers, but also realize various directional operations like mobile phones. Moreover, it is specially designed for mobile phones. The operating system developed for equipment has advantages in system resource consumption and human-computer interaction design. It is an operating system that combines traditional and advanced advantages.
New Android Tablet,Android Tablet,New Android Tablet Jingjiang Gisen Technology Co.,Ltd , https://www.jsgisengroup.com
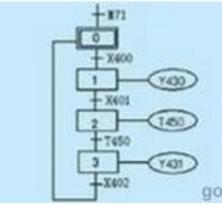
What is sequential control